金属粉末注射成型技术(MIM)起源于20世纪70年代,基于研制出的性能更好的粘结剂,该技术普及度便日益广泛。经过几十年发展,2016年全球MIM市场规模为24.6亿美元,2018年市场规模增至28.7亿美元,预计2026年可达到52.6亿美元,全球MIM市场稳健增长。
*2016-2026年全球MIM行业市场规模及预测MIM技术主要应用在消费电子、医疗设备、汽车零部件和电动工具等对精密零件有着高要求的行业中。其中,消费电子相较于传统工业制造业,增长具有可持续性且增速较高。大湾区拥有完善的电子信息产业链和制造业产业链。2024年,广东消费电子整体出口同比增长10.9%,占广东省出口总额的64.6%。深圳及周边地区制造业发达,在消费电子、模具制造等领域拥有强大产业基础和大量市场需求。未来,在消费电子的快速增长以及MIM制造零部件对传统工艺制造的可替代等因素带动下,全球MIM市场仍将保持向好发展。2025年9月10-12日,位于粤港澳大湾区核心的TCT深圳展也将着眼于消费电子领域,促进资源融合,开启市场新机遇。
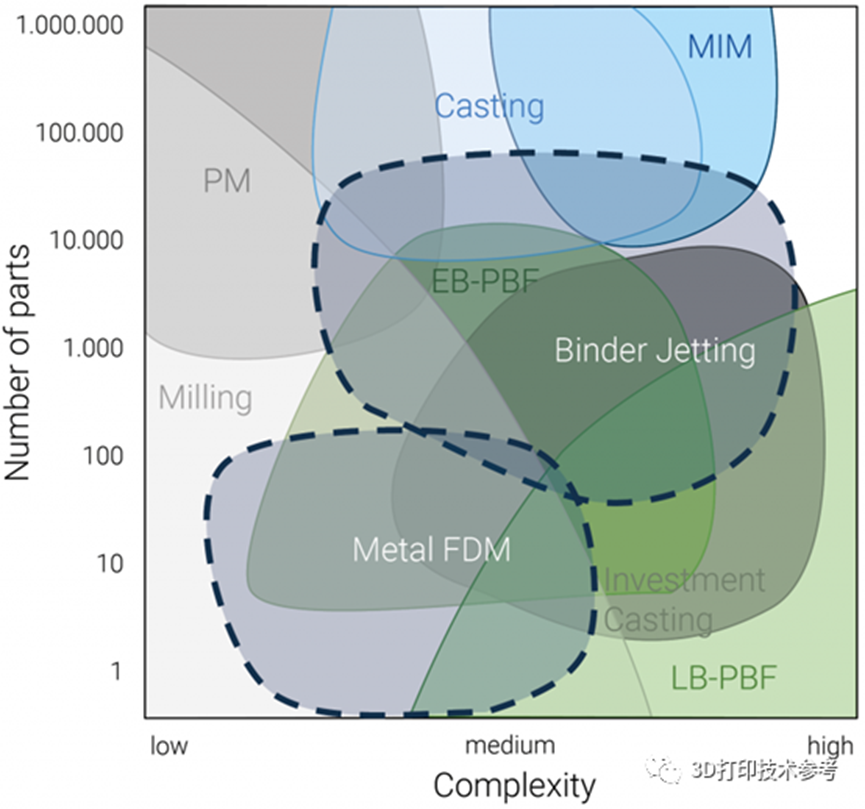
*促使MIM工厂数量在5年内达到5倍激增的经典产品 - 苹果闪电接口MIM技术制造的零件尺寸通常在5-50 mm之间,也可以制造一些重量只有0.02g的微米级尺寸零件,但却很难做到超过1kg的大零件。因此,能支持大尺寸精密金属零件生产的增材制造工艺应运而生。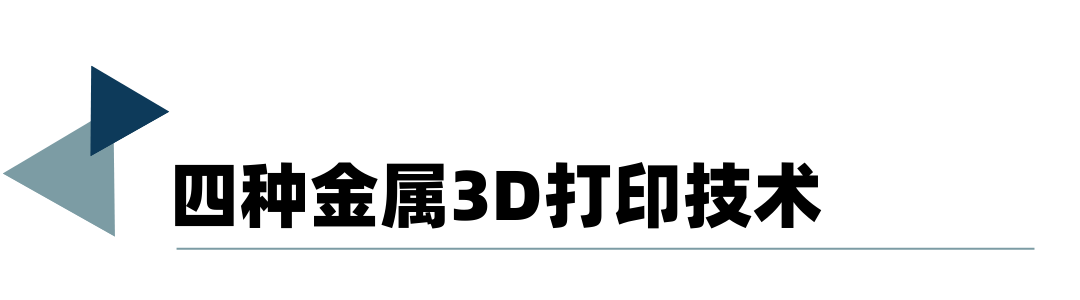
增材制造技术已经有三十多年的发展历史,在过去五年里,由于工业生产中广泛应用这项技术来制作功能零件,使其得到迅速发展。随着MIM技术的不断成熟发展,一些公司开始开发和MIM共用脱脂和烧结工艺的新型金属增材制造工艺,逐渐兴起的是由使用金属线材(或粒料)的熔融沉积成型技术(FDM)和粘结剂喷射成型技术(BJ)。本文将这两种新型金属增材技术与金属粉末注射成型技术(MIM)和广泛使用的激光粉末熔融技术(L-PBF)做对比,分析四种工艺的不同与利弊。

金属粉末注射成型技术(MIM)是一种将金属粉末与其烧结剂的增塑混合料注射于模型中的成形方法。它是先将粉末与粘接剂进行混合,然后将混合料进行制粒再注射成形所需要的形状,经过脱脂烧结将粘结剂处理,从而得到最终零部件产品,或再经过后续的整形、表面处理、热处理、机加工等方式使产品更加完美。近日,Raise3D 复志科技的小型烧结炉S200-C落户国内一家知名MIM工厂,成功完成装机并投入运行,推动小批量间接金属成型工艺的创新。

*MIM制造3C行业零件

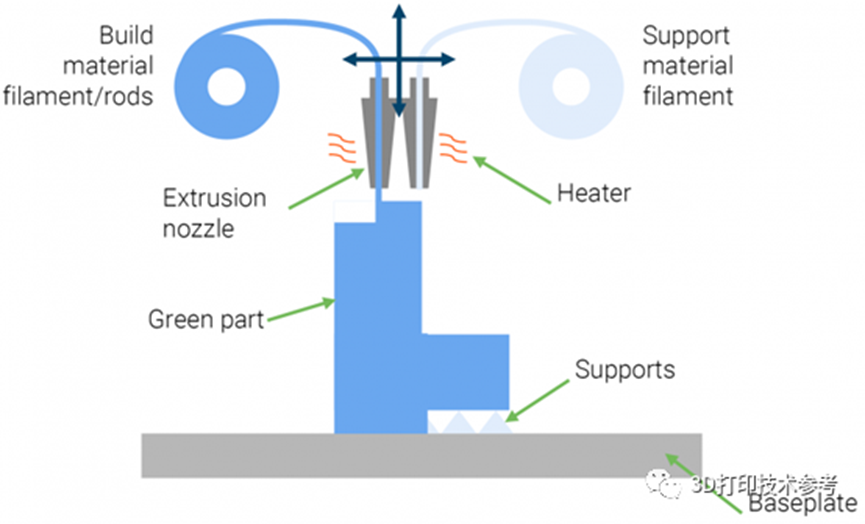
金属熔融沉积成型技术(FDM)和一般的塑料FDM在工艺过程上相同,通过熔融挤出并层层叠增的方式成型,区别是所用的耗材多为金属粉末与有机粘结剂的混合物。
全球目前有三家主要企业提供端到端的解决方案,包括美国的Markforged、Desktop Metal(后被Nano Dimension收购),以及中国的Raise3D 复志科技。

粘结剂喷射成型技术是⼀种通过喷射粘结剂使粉末成型的增材制造技术,和许多激光烧结技术类似,以粉床为基础,使用喷墨打印头将粘结剂喷到粉末里,将粉末进行层层粘合,实现成型,该技术早期重点研究砂模铸造成型。初步发展后,美国ExOne(后被Desktop Metal收购)将该技术进一步开发以用于金属粘接成型。
激光粉末床熔融技术(L-PBF),也称为选择性激光熔化,是一种基于粉末床的增材制造工艺,采用高能激光束逐点扫描实现粉末冶金结合,从而打印过高性能零件。

材料选择的多样性和性能都是影响新技术发展的关键因素。目前,由于L-PBF技术发展时间较早,积累了大量可用材料,包括铝合金、钛合金、镍基合金、铁合金和贵金属合金,另外还有其他正在开发的材料,如镁合金。从理论上讲,任何可焊结的材料都可以用LB-PBF技术来加工。大量研究和论文重点关注这些合金的性能,这意味着工程师可以对这项技术的前景发展充满信心,L-PBF技术的接受度比其他研究成果较少的工艺高很多。
如今17-4PH和316L不锈钢是用于BJ技术和FDM技术的主流材料。不过,Ti6Al4V、铝合金以及铜合金均可已实现基于烧结的3D打印工艺突破。实际上,所有已知的MIM合金都可用于以烧结技术为基础的金属增材制造。因此对于铜和硬质合金材料而言其未来发展可以有更高预期——它们在L-PBF技术中较难进行打印。
通过选择316L和17-4PH来比较使用L-PBF、MIM、金属FDM和BJ技术制造的零件性能,测试结果是基于八个不同系统供应商提供的五十多个样本,完整的测试流程包括拉伸测试、硬度测试、表面粗糙度测量、显微观察和µCT分析。
结果报告将重点关注硬度测量和致密度测试,这也是金属零件质量的重要考量因素。致密度是金属材料具备的重要特性,其次是抗拉伸强度和疲劳特性。致密度同时能保证设计的气密性和水密性。这些情况中,零件密度低则必然要增加壁厚,才能避免部件的渗漏。
为了进行密度分析,用显微镜来检验每种工艺制造的零件的显微形貌。结果显示,各种技术的孔隙在大小、形状和分布情况都存在明显差异。对于所有以烧结技术为基础的工艺,导致差异最可能的原因是脱脂和烧结的方案不同(采用第二代的硝酸/草酸催化脱脂法相比第一代的溶剂脱脂法的致密度更高),而不是因为不同的打印工艺。值得一提的是,所有FDM和BJ技术打印的样品密度都超过了95-97%的标准MIM烧结密度范围,这些样品的供应商均面向军工需求。
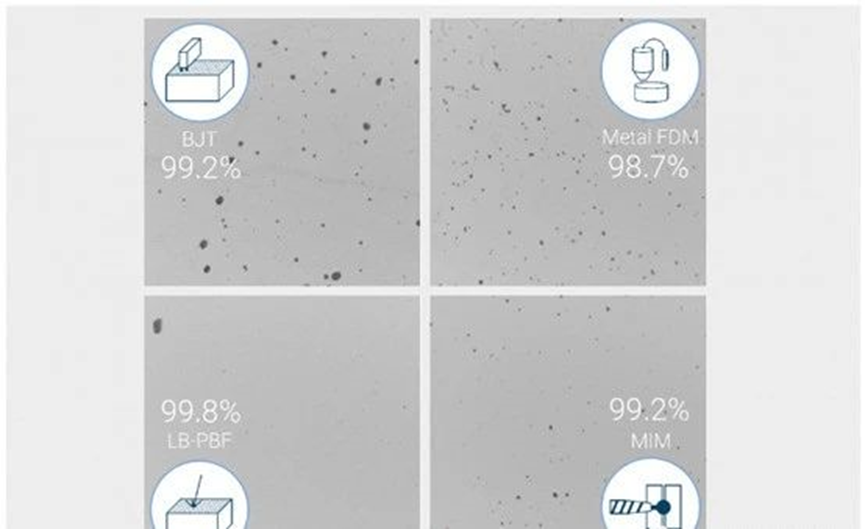
*BJ、金属FDM、MIM和LB-PBF的金相孔隙分析
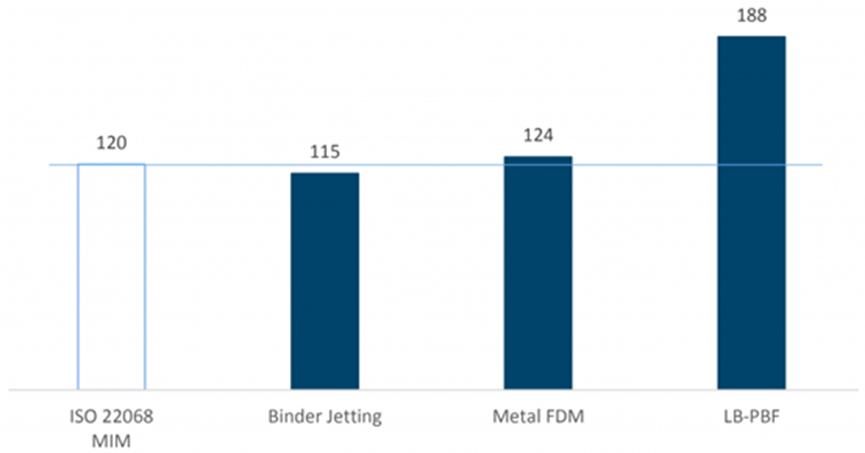
为了尽量减少烧结温度和工艺流程的其他因素对机械性能的影响,还为了让工艺可比性更强,所有样本在烧结后都额外进行了相同的热处理。所有样本都放在1040°C真空环境内进行了一个小时的固溶处理。17-4PH样本进行了4小时550°C的硬化。从结果中可以看出,以烧结技术为基础的新兴增材制造技术达到了ISO 22068对316L对MIM技术的要求数值,17-4PH也接近/超过了ASTM的标准值。
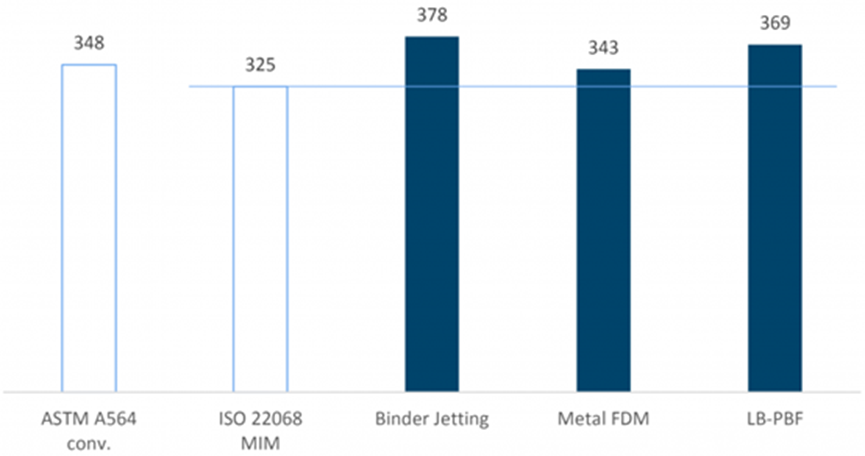
*17-4PH的硬度(HV)
*在1040°C下固溶处理316L的硬度(HV)
与传统工艺相比,增材制造技术提供了更多的设计自由度。但是在使用L-PBF技术时,残余应力和支撑结构的要求给设计过程增加了限制。虽然BJ技术在制造过程中不需要支撑,但是烧结过程为了避免部件变形可能需要增加额外支撑。使用陶瓷支撑可以作为一种替代方式,将其放在在烧结过程容易变形的部位可以将部件固定住。这种方式只能用在大规模生产中,才能抵消成本的增加。尺寸方面,MIM零件相对较小,通常大小只有50mm甚至更小。这种限制的原因在于脱脂和烧结工艺。实际上,脱脂工艺将材料厚度限制在5-10mm。超过这个厚度,脱脂时间就会成倍增加,或者根本无法完成脱脂。除此之外,烧结需要的温度接近材料熔点,当零件过大或者是结构较为复杂时,则容易变形。同时,在烧结过程中,部件有明显收缩,因此需要对零件模型进行提前缩放。使用基于烧结的金属3D打印技术时,限制仍然存在。由于烧结过程中尺寸变形状况无法预测,需要测试多次来把握烧结期间会产生的变形情况,这也导致新兴的3D打印技术只能制造简单的几何零件,要制作复杂零件就要不断试错。
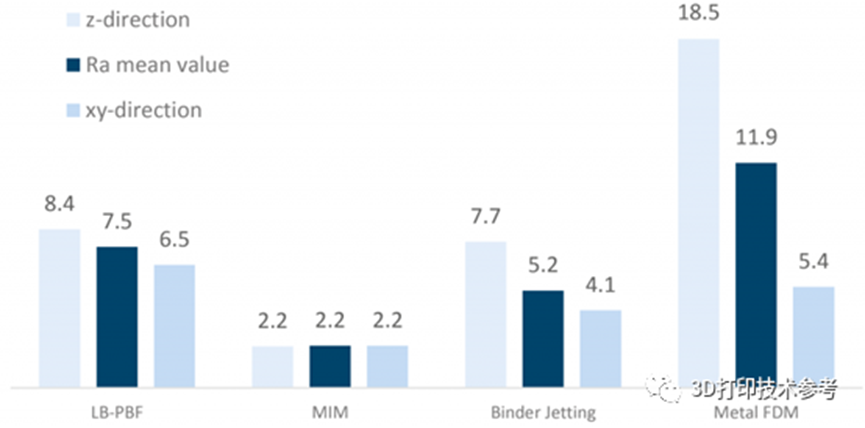
金属3D打印的另一重要评价标准是表面质量,高精度和低表面粗糙度都能避免额外的机械后处理。L-PBF制造的零件表面质量经常被拿来和铸造零件相比较。如果做外观件,其表面必须进行后处理,而如果是做内部结构件,则可以保持原样或只进行简单喷砂处理。MIM技术中,烧结后的零件质量通常能满足外观的要求。表面粗糙度以及尺寸精度的可重复性,能够生产高精度零件,且无需机械后处理。也可以将铣削操作放置在零件未烧结情况下,这样更容易操作,以烧结技术为基础制造的金属FDM和BJ技术也一样。通过触觉检测,可以分析烧结后表面粗糙度的数据。这些数值是通过在zx平面和xy平面内测量样本平面得到的。两种测试方法的平均值能够进行技术比较。不过对于金属FDM技术而言,表面粗糙度很大程度取决于打印的方向。*与LB-PBF和MIM相比,新兴3D打印技术样品平均表面粗糙度Ra数值(µm)

如果使用LB-PBF技术制造,面临的问题有可能是机器成本高、生产速度慢和材料成本高。所以并非技术上可行的方案在经济上也可行。基于烧结技术的金属3D打印技术有望改变这种情况,大大降低金属增材制造打印零件的成本。
适用于LB-PBF技术的金属粉末成本价在每公斤40到400欧元不等,具体价格取决于合金种类。不锈钢最便宜,在每公斤40到80欧元之间。目前BJ和LB-PBF技术一样,使用球形粉末颗粒作为原料。由于诸如17-4PH的不锈钢MIM粉末每公斤价格仅5到10欧元,这可能降低80-90%的成本,不过还需要在此基础上算上粘结剂的价格。金属FDM原料包括由金属粉末和有机粘结剂化合物制成的金属丝、颗粒或棒材。粘结剂的成本已经包括在内,是基于传统MIM喂料(混合金属和粘接剂)制作的。目前,如Raise3D 复志科技使用的BASF 巴斯夫316L线材每公斤需要200欧元,其他供应商类似的金属耗材每公斤也要100欧元。而316L的MIM粒料每公斤在15到18欧元之间,未来金属FDM技术价格会比LB-PBF技术的更低,尽管现在仍然高于PBF。
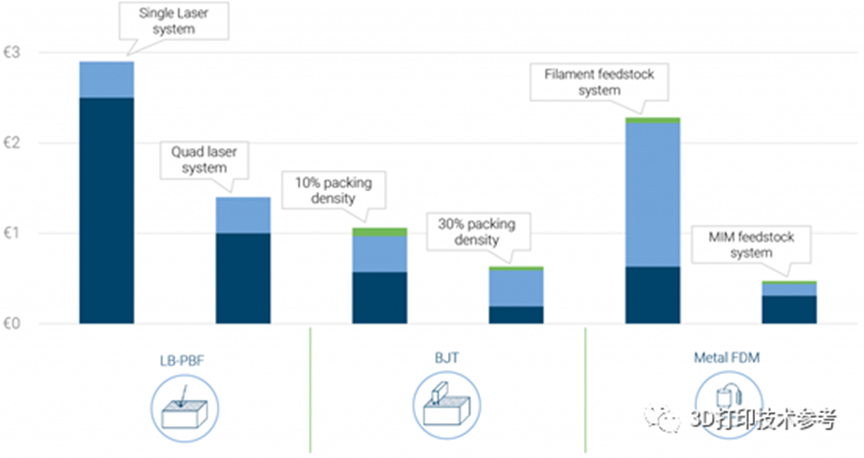
对双激光LB-PBF系统的设备投入一般约为50万欧元,加上折旧和损耗,机器平均每小时费用为30到40欧元。单激光系统价格最低,而四激光系统每小时成本高达55欧元。有相似成形范围,在300mm边缘长度范围内的粘结剂喷射系统投资成本差不多,只包括打印零件过程(不包括脱脂烧结流程)。此外,损耗和维护成本对这两种技术的影响不大,所以使用粘结剂喷射成型技术的机器每小时费用差不多。未来粘结剂喷射装备的投资成本预计会更高,约为100万欧元(不包括脱脂烧结),不过有望能在将来提高生产率。金属FDM系统在投资、维护和损耗方面成本低很多。仅计算打印过程,机器成本在3万到10万欧元之间,每小时费用为3到8欧元。
不同类型增材制造的批量生产成本是由各自系统的生产速度(cm³/h)和机器小时率计算。任何必要的机械后处理以及质量检查工作所产生的额外费用都不包括在内。*新兴增材制造技术与LB-PBF相比,每个样件的平均成本生产速度很难比较,虽然LB-PBF和FDM系统可以通过打印速率(随时间的体积变化,cm³/h)来量化对比,但粘结剂喷射工艺的打印速率很大程度上取决于填充密度。相同高度的打印工作使用的打印总时长相同,与体积无关。分析表明,LB-PBF的生产速度与打印空间中同时工作的激光器数量有重要关系。根据提到的每小时费用,每立方厘米不锈钢的成本在1到3欧元之间。层厚是金属FDM技术打印量的关键。增加层厚,生产速度就提高了,但是大大降低了精度和表面质量。将变量纳入计算,每立方厘米不锈钢的成本在0.5到2.5欧元之间。BJ技术的生产速度是由打印时间和填充密度计算出来的。填充密度反映了所有零件体积总和,和完整成形范围相关。大批量生产中,不同零件混合打印的填充密度通常为10%,优化后的堆叠部件填充密度达到30%。打印时间在20到24小时之间。考虑到接下来几年该技术的发展潜力,成形范围会不断增大,由于有了双向单程喷射技术,总打印时间会降到10小时。目前使用不锈钢,每立方厘米的制造成本还在0.5到1欧元之间。
BJ和金属FDM技术后续需要额外的脱脂和烧结工艺。这个环节的成本主要取决于系统供应商使用的脱脂和烧结技术类型。MIM多用催化剂脱脂和烧结,因为这样生产率高且容易控制工艺。另一方面,催化工艺需要大量设备投资、技术支持,还要使用硝酸或者草酸等化学药剂。为了简化流程,一些以烧结技术为基础的金属3D打印技术供应商使用简易热脱脂和烧结方法。对壁厚3 - 4mm的零件,需要用到5万立方厘米体积的熔炉,加热约16个小时。热脱脂和烧结熔炉每小时花费大概是13和23欧元,13是常用的脱脂工艺,23指的是常用烧结工艺。计算过程涵盖了公用服务和消耗品的费用,比如电费、燃气费、熔炉价格和每年6千小时运转时间,连续五年后的折旧费用和维护费用。计算不包括劳动力、基础设施和管理费用等。假设填充密度为10%,热脱脂和烧结成本预计每立方厘米0.08欧元。相比之下,催化剂脱脂和烧结成本每立方厘米0.28欧元。
要为用户选择合适的技术时,零件制造商现在拥有更多种选择。他们的选择也要求工程师研究掌握多种不同生产技术知识。在过去几年里,铸造和锻造工程师被迫使用和学习LB-PBF技术。现在,BJ和金属FDM技术拓宽了领域,提供了更多选择。掌握不同生产技术的发展潜力、局限和特点等知识对未来的工程师而言,比以往任何时候都更重要。
BJ技术主要影响的是大规模生产,如汽车产业;金属FDM技术将会被运用到机械行业,特别是小规模生产、原型制作、夹具和工具中,在这一领域,DesktopMetal的 Studio系统和Raise3D 复志科技的Metalfuse系统都旗帜鲜明地将金属原型、工装夹具作为其核心市场应用。由于航空和植入物制造商对材料性能的高要求,这些产业不太可能使用以烧结为基础的新兴增材制造技术来制造高负荷的零件。
随着这些新兴技术的发展,增材制造市场必然会产生巨变。从原料开始,当前金属粉末供应商面临的是BJ和金属FDM技术的新市场,金属粉末厂商要准备好新的MIM棒材或者金属线材以面对这样的改变。预计现有电子和激光束PBF系统制造商将着重发展要求严苛的高端市场,如医疗和航空业。PBF系统出色的材料性能和技术水平的高度完善,使得短期内粘结剂喷射技术不太可能受到高端市场的青睐。然而像汽车行业等大众市场将会慢慢将重心从LB-PBF技术转向粘结剂喷射技术上。由于价格潜力优势,金属原型和模具市场未来将会迅速使用金属FDM技术,并被占领。BJ技术的主要局限在烧结工艺支持的零件大小和复杂程度。将会有越来越多用户对提供烧结设备和提供烧结技术的公司感兴趣。此外,我们期待更多传统MIM生产商将以烧结为基础的增材制造技术纳入他们的发展蓝图中。
如您想咨询2025年参展事宜,欢迎您联系TCT深圳展销售同事,或点击文末“阅读原文”提交展位预订申请:
夏女士
?+021 6195 3533
✉️rita.xia@globusevents.com
余女士
?+021 6195 6063
✉️lizzy.yu@globusevents.com
钱先生
?+021 6195 6036
✉️ricky.qian@globusevents.com
*本篇文章部分内容来自“3D打印技术参考”。文中提到的公司不存在任何形式的商业合作、赞助、雇佣等利益关联。图片来自于网络,仅作辅助阅读的用途,不存在商业目的。版权归属于原作者,一旦有任何侵权之举,请权利人及时与我们联系,我们会即刻删除。